蒸煮袋用复合薄膜工艺分析及检测重点
随着产品物类的极大丰富,塑料包装业日益兴盛,不同种类的塑料薄膜在物理化学性能方面各具优势。在满足当前多样化的产品包装需求层面,往往通过复合叠加的方式把性能迥异的两种或多种塑料薄膜组合在一起,以克服单材料性能缺陷,发挥集合优势,获得更为全面的包装效果,复合薄膜应运而生。
干式复合工艺与无溶剂复合工艺的区别
干式复合工艺是当前复合薄膜生产工艺中应用最广的一种,它是指用干式复合设备,在一种薄膜基材的表面均匀涂布溶剂型胶黏剂,通过烘干将胶层中的溶剂全部挥发,熔化状态下的胶黏剂在热压辊的压力下将基材与另一种薄膜粘合在一起,经冷却、熟化处理后制得复合薄膜。这种工艺是在胶黏剂“干”的状态下进行薄膜复合,对两种基材的透过性没有要求,因此适应性非常好,且操作方便、成本低廉,经过50年的应用沉淀,成为现代主流薄膜复合工艺。
随着该工艺的广泛应用,一些问题逐渐暴露出来,尤其是复合薄膜的溶剂残留问题,表现在采用该工艺制得的复合薄膜包装带有余热的食品时,冷却后食品经常出现异味。溶剂残留主要来源于溶剂型粘合剂和溶剂型油墨的溶剂,主要是乙酸乙酯、甲苯、二甲苯等。理论上,这些溶剂应于干式复合的烘干环节中全部挥发,倘若没有设置合适的烘干温度、复合速度等参数,就会存在不同程度的溶剂残留,不仅影响复合包装的卫生性能,也会使薄膜的复合牢度、表观质量有所降低。
“溶剂残留”的影响以及降低生产成本的呼声,推动了一种新的复合薄膜生产工艺的发展——无溶剂复合,这是一种利用无溶剂粘合剂将两种基材粘合的工艺,因“无溶剂”的特点,两基材粘合后无需烘干处理,也正因为这一与干式复合工艺的“微小差异”,使之呈现出一系列独特的优势,如节约资源、能源和成本,安全卫生性好等等。
蒸煮袋用复合薄膜的制备工艺现状
干式复合工艺的历史悠久,在复合薄膜生产的地位不言而喻。而无溶剂复合是近些年的新兴工艺,在国际上仅有30多年的发展历程,虽然进入中国的时间较短,但其“无溶剂胶黏剂的环保性”和“无需烘道干燥的节能性”的明显优势吸引了包装行业的热切关注。除此之外,干式复合的成本压力较重,几乎没有下降的空间,而无溶剂复合在涂胶量、无溶剂、无烘干等方面的成本优势以及部分外国订单对该种工艺的指定性,促成了部分包装企业的率先实践。然而,纵观无溶剂复合在中国的应用,呈现了一种缓慢发展、观望多于实践的态势,这是由于多数包装企业认为无溶剂复合设备生产效率高,适合批量活件生产,同时也意味着高损耗的潜在风险,因此包装企业多止步观望。
聚焦蒸煮袋用复合薄膜的生产领域,当前仍是干式复合工艺占主导地位,而无溶剂复合则表现了一种以胶黏剂的技术进步为重点推动力量的渐进式发展。应用于蒸煮袋用复合薄膜的胶黏剂,至少需具备下述两种基本性能:(1)耐热耐寒性。蒸煮袋的热封袋口、蒸煮杀菌都需要在80℃~350℃的高温下操作,这不仅要求薄膜基材具有良好的耐热性,所用胶黏剂也需要经受高温的考验,否则蒸煮后复合膜将会出现分层剥离的现象。除了高温的考验,低温储藏和冷冻也会导致胶黏剂发脆、分层、剥离、脱胶,因此蒸煮袋用复合薄膜的胶黏剂应同时具备良好的耐热耐寒性。(2)优异的粘结性。蒸煮袋所用复合薄膜一般由多种性质的薄膜经胶黏剂复合而成,其表面粘性各不相同,为了使复合薄膜获得稳定的复合牢度,胶黏剂应对所复合材料表现出良好的粘结性。
在干式复合工艺中,当前以双组分聚氨酯胶黏剂性能最佳,它是由主剂和固化剂两组分构成,使用时二者混合,并通过溶剂稀释到一定浓度后施胶涂布。这类胶黏剂具有很高的内聚力,胶膜强韧柔软、具有很好的耐热性、耐寒性和抗介质侵蚀性,是应用于蒸煮袋用复合薄膜生产的理想胶黏剂,现专用于蒸煮食品的耐121℃、128℃和135℃复合膜用聚氨酯胶黏剂已经发展成熟,投入使用多年,这在一定程度上促进了干式复合工艺在蒸煮袋用复合薄膜领域的主流地位。
然而,干式复合工艺中胶黏剂的涂布必须借助溶剂的稀释,“溶剂残留”的风险使蒸煮食品的卫生安全变的难以控制,加之GB/T 10004-2008《包装用塑料复合膜、袋 干法复合、挤出复合》将溶剂残留量修改为≤5mg/m2,其中苯类溶剂不检出,这一变化促使了以无溶剂胶黏剂为特点的无溶剂复合工艺在蒸煮袋用复合薄膜领域的尝试。一方面能大幅降低溶剂残留量,另一方面更适合于蒸煮袋复合结构中受热易变形材料的加工,如PE材料。但是,剑有双刃须慎用。无溶剂胶黏剂不使用溶剂,无法通过溶剂来调节胶黏剂的黏度以满足涂布要求,只能采用降低胶黏剂的分子量的方法,其直接影响为胶黏剂初粘力的下降,剥离强度低。针对这一问题,许多国家对无溶剂胶黏剂展开了深入的研究和商业化产品的研制,目前国内外皆已推出耐高温蒸煮的无溶剂聚氨酯胶黏剂,但应用时间相对较短,且国内尚未形成包括设备、材料、工艺、操作人员、技术支持等成熟体系,因此制约了无溶剂复合工艺在蒸煮袋用复合薄膜领域的应用。
蒸煮袋用复合薄膜剥离强度和摩擦系数分析及检测方法介绍
无论采用何种工艺制得的复合薄膜蒸煮袋,质量检测是保障后续生产和销售正常运转的重要前提。GB/T 10004《包装用复合薄膜、袋干法复合、挤出复合》是针对塑料复合薄膜的性能要求和试验方法的国家标准,涉及水蒸气透过量、氧气透过量、剥离强度、热合强度、耐压强度、摩擦系数、耐热性、穿刺强度、溶剂残留等多方面。其中,剥离强度和摩擦系数与包装生产、应用关系密切但前人研究较少,下面将从这两个角度进行详细介绍。
剥离强度
蒸煮袋的使用中,“破袋”是最为困扰包装生产者的问题,除了高温蒸煮前后袋内外压力差引起的破袋事故,蒸煮袋复合薄膜的剥离强度较差也是元凶之一。通常蒸煮袋所用复合薄膜是采用干式复合工艺或无溶剂复合工艺,按照“热封性的薄膜基材-胶黏剂-阻隔性薄膜基材-胶黏剂-印刷性薄膜基材”这一基本结构制成的三层或多层复合薄膜。倘若任意两种材料间剥离强度没有达到要求,则会表现为复合膜在受力部位呈条纹状脱离,甚至蒸煮后呈大面积自然脱离,严重影响复合薄膜蒸煮袋的包装质量。其原因主要凸显在三个方面:(1)胶黏剂的品类、质量与包装使用目的不符,上胶量不足。GB/T 10004规定,包装根据使用温度分为普通级(≤80℃)、水煮级(80℃以上~100℃)、半高温蒸煮级(100℃以上~121℃)、高温蒸煮级(121℃以上~145℃)共四个等级,不同等级的包装产品对于胶黏剂的耐高温性要求也有所不同,半高温蒸煮级和高温蒸煮级包装若使用普通胶黏剂,必定会影响复合膜层间的剥离强度。与此同时,胶黏剂的涂布量不足且不均匀也会引起局部剥离强度的下降。(2)残留溶剂量过高。对于干式复合工艺生产的蒸煮袋用复合薄膜来说,残留的溶剂不仅会影响内容物的安全卫生,复合后还会气化为微小的气泡,使本应粘结的两种基材分层脱离。(3)无溶剂胶黏剂的黏度控制不当。由于无溶剂复合工艺主要通过降低胶黏剂的分子量来控制黏度,若分子量掌握不好,会直接导致胶黏剂的初粘性下降,影响剥离强度。通过上述分析可以发现,采用两种复合工艺制得的蒸煮用复合薄膜,其剥离强度的变化有共性原因亦有个性原因,情况复杂,现实生产中应配合拉力机或剥离强度测试仪器实时抽样检测,以便随时调整工艺参数。
具体检测方法可参照GB/T 10004:首先沿样品膜宽度方向均匀裁取宽15±0.1mm,长200 mm的纵、横试样各5条,并沿长度方向将复合膜与基材预剥50mm,将剥离部分的两端分别加于XLW(PC)智能电子拉力试验机上下夹具之间,使未剥开部分与拉伸方向呈T型(如图1所示),以300±50mm/min的速度分离上下夹具,从而获得剥离力平均值。最终5条试样剥离力的算术平均值要符合表2中的要求。
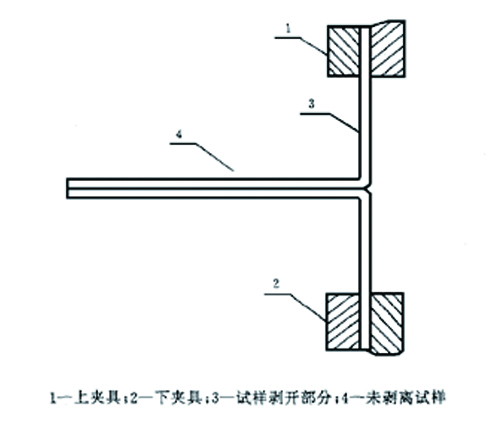
图1. 复合薄膜剥离强度测试之试样加持
表1 蒸煮膜/袋剥离力要求
|
类型 |
剥离力(N/15mm) |
|
普通级 |
≥0.6 |
|
水煮级 |
≥2.0 |
|
半高温蒸煮级 |
≥3.5 |
|
高温蒸煮级 |
≥4.5 |
摩擦系数
摩擦系数是指两表面间的摩擦力和作用在其一表面上的垂直力之比值,分为静摩擦系数和动摩擦系数。在蒸煮袋用复合薄膜的生产中,摩擦力既是动力又是阻力,尤其在薄膜放卷过程中,一般要求薄膜内层与放卷金属滚轴之间的摩擦系数比较小,利于薄膜的匀速放卷,太小容易引起薄膜打滑,过大则意味着放卷阻力加大易使薄膜拉伸变形,影响包装线的正常运转。因此有必要加强薄膜内层与金属面之间的动、静摩擦系数的监测,使之在适当的范围内。
GB/T10004建议按照GB/T 10006-1988的规定进行摩擦系数的检测,通常情况下可借助MXD-01摩擦系数仪完成。首先,将薄膜内层面朝下,用胶带在滑块前沿和上表面固定,使之包住滑块。将滑块无冲击的放在钢板上,薄膜下表面与滑动方向平行且测力系统恰好不受力。两面接触后保持15s。启动仪器使薄膜和钢板以(100±10)mm/min的速度相对移动,如图2。力的第一个峰值为静摩擦力Fs,两试样相对移动6 cm内的力的平均值(不包括静摩擦力)为动摩擦力Fd。计算动、静摩擦力与垂直于接触面的力的比值,得出薄膜内层与钢板的动、静摩擦系数,需符合GB/T10004的要求≤0.4。

图2.摩擦系数测试
对于测试结果没有满足GB/T 10004要求的复合薄膜,可能存在以下原因:(1)薄膜基材自身的摩擦系数偏高,经过复合后摩擦系数继续升高;(2)复合所使用的胶黏剂的影响。不同种类胶黏剂对薄膜添加的爽滑剂的吸收程度有所差异,随着涂胶量的上升,胶黏剂对爽滑剂的吸收量增大,薄膜摩擦系数相应上升;(3)熟化温度偏高。摩擦系数与温度成正比,熟化温度越高,一方面胶黏剂对爽滑剂的吸收速率加快,摩擦系数增大,另一方面低熔点的爽滑剂容易出现粘连,失去作用,进而影响复合膜的摩擦系数。
干式复合工艺历史悠久,技术成熟,系列新国标如GB/T 10004的实施虽然对其有所限制,但仍无法阻挡干式复合工艺在蒸煮用复合薄膜的舞台上闪耀光芒,然而,这却给无溶剂复合工艺提供了良好的发展契机。随着两种工艺逐渐应用到蒸煮袋的制备中,复合薄膜的剥离强度和摩擦系数的影响因素更为复杂,仍是重点检测项目,需要包装生产企业加以重视。



