从包装技术的角度探讨提高益生菌活性的方法
如今,随着人们健康意识的增强,益生菌及其相应制品越来越获得更多的关注,其作为功能性食品的添加剂或医药制剂,在食品和医药领域发挥着重要作用。根据2002年欧洲食品与饲料菌种协会的定义: 益生菌是一种活的微生物,通过摄入充足的数量,对宿主产生一种或多种特殊且经过论证的功能性健康益处。
一、益生菌的种类及特点
目前作为的益生菌所使用的微生物全部来源于人体或动物,研究和应用最多的当属乳酸杆菌和双歧杆菌,包括:嗜酸乳杆菌、鼠李糖乳杆菌LGG、罗氏乳杆菌、植物乳酸杆菌、 酪乳杆菌、詹氏乳酸杆菌、短双歧杆菌、长双歧杆菌、两歧双歧杆菌等。研究表明,这些益生菌具有改善肠道功能、增强免疫系统、抗癌、抗高血压,以及降低胆固醇的功效。无论其作为制剂还是功能性食品的添加剂,若要充分发挥上述功能,都需要满足两个条件:(1)益生菌被摄入时必须是活的,并且在肠胃中保持活性;(2)被摄入的活的益生菌细胞应达到一定的数量。目前,这个最低数值在全球范围内尚无标准,但通常来说,至少应达到106cfu/g。然而,由于益生菌自身的生理特性和环境因素的影响,益生菌制剂或含益生菌的功能性食品经过多重环节到达消费者手中的时候,益生菌活性已经大打折扣,因此如何保持益生菌的活性是重中之重。研究表明,选择耐酸和耐胆汁的菌株、采用微胶囊技术将菌体细胞包埋在胶囊膜内、提高菌体耐恶劣环境的抗性、选择合适的包装技术等方法,皆可有效维持益生菌的活性。基于前面几种方法已经获得足够的研究,本文将针对如何选择合适的包装技术进行分析。
选择合适的包装技术,首先需要了解益生菌自身的生理特点。在益生菌的所有菌种中,使用最广泛的当属乳酸杆菌和双歧杆菌,二者分别为微好氧菌和专性厌氧菌,氧对于二者,尤其是后者的生存,具有致命的危害:(1)对益生菌细胞具有直接毒性;(2)部分益生菌在氧环境下会产生具有毒性的过氧化物;(3)针对益生菌作为成分的功能性食品,其他成分氧化产生的自由基同样也会毒害益生菌的细胞。因此,严格控制氧含量是益生菌制剂及相关功能性食品自灌装到销售全程的一项重要工作。
二、控制氧含量提高益生菌活性的方法
(一)包装材料的选择
目前,益生菌制剂以片剂、粉剂为主,延伸到食品行业则主要为添加益生菌的酸奶制品和冰淇淋。从包装材质来看,玻璃和塑料是当前使用最多的两种材料,关于益生菌酸奶包装的研究发现,相比玻璃容器,塑料容器中制作的酸奶中氧的溶解量高,而活菌数量却低很多,塑料瓶中的起始双歧杆菌的菌数仅为玻璃瓶的62.5%。因此,就材料自身对氧的阻隔作用而言, 玻璃无疑是最佳选择。但玻璃的易碎,重量重等客观原因,让其推广受限。相比之下,塑料制品质轻,耐冲击等天然优点为其铺就了大规模应用之路。通过自身改性或与不同材料的复合应用,完全可以弥补其阻氧性能的缺陷,成为如今益生菌及其相关产品的主要包装材料。
从包装形式来看,益生菌冻干粉、颗粒多采用袋装,而益生菌片剂、益生菌酸奶等相关产品多用瓶装。作为益生菌的包装袋,至少应具备三种基本功能,即可印刷、阻氧、可封合,因此建议采用多层复合薄膜(如图1)。印刷和封合是包装的基础性能,因此复合膜外层采用印刷性好的BOPP、PET,内层多用具有良好热封性的CPP、PE材料等。针对益生菌的阻氧需求,复合膜中间一层或多层可采用阻隔性能良好的材料,如铝箔、EVOH等,以提高复合膜整体的阻隔效果。

当然,复合膜的阻氧性并非越高越好,能够满足实际的包装需要即可,盲目追求高阻氧效果反而会带动成本的增加。“阻氧性能数据化”是一种包装材料阻氧性能监测有效手段,即借助氧气透过率测试仪量化复合膜的阻氧性能,通过比较数据,选择具有合理阻氧性的复合膜材质和结构。
(二)包装整体的性能控制
1、 益生菌包装整体的氧气透过率
利用选定的包装材料组成一个新的包装系统后,该系统的阻氧性并不能简单的等同于包装材料的阻氧性,尤其是针对瓶类包装容器。这主要由于三大原因:一是包装材料的加工过程存在很多复杂因素,难以完全保证生产的包装材料各部位的阻氧性均匀一致;二则益生菌包装在流通、销售环节所处的环境是动态变化的,有时会遭遇高低温的情况,此时包装整体的阻氧性与试验温度(23℃)下包装材料的阻氧性存在很大的出入;三是包装开口处存在泄漏的可能,引起氧气的大量侵入。因此,需要借助针对容器的氧气透过率测试仪器来监测包装整体的阻氧性。
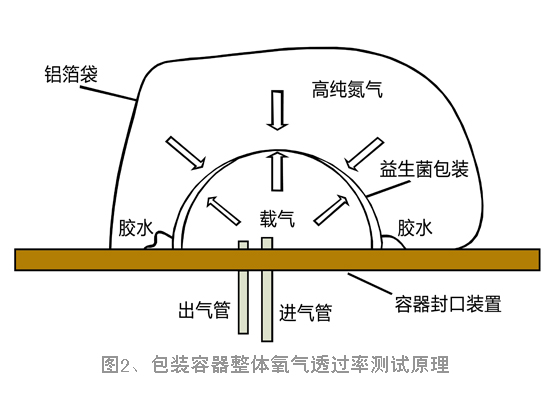
测试时,将益生菌包装开口向下安装在容器封口装置上,用胶水将包装与容器封口装置连接处密封,如图2,静置4h以上,待胶水凝固后,将样品装到OX2/230氧气透过率测试系统的控温箱内,用铝箔袋将容器封口装置托盘以上的部位包好,开始试验。此时,包装内侧为流动的高纯载气,外侧与铝箔袋之间的空间中流动的为高纯氧气。测试时,由于包装内外侧存在氧气浓度差,氧气由外向包装内渗透,通过测试载气中氧气的浓度即可测出益生菌包装整体的氧气透过量。
2、 益生菌包装整体的密封性
对于一个包装来说,完整性是最基本的质量要求。如密封工序未做好,就丧失了包装的基本作用。基于益生菌对氧气的敏感性及货架期的要求,其包装对密封性的要求较高。在正式销售前,应对包装的密封工艺参数是否合适进行检验,并排查密封处是否存在薄弱部位。
测试方法为:用双面胶将密封垫圈固定在包装上,然后将LSSD-01泄漏与密封强度测试仪的充气探针经密封圈插入包装内,打开气源即可开始试验。多测几次试样,观察破裂压力和破裂部位,如压力较小则说明包装的耐压性差或者密封性不良,而破裂部位即是包装或者密封处的薄弱部位。
3、 益生菌包装的顶空气体分析
灌装过程中,益生菌被封装的同时,还会残留了一定的气体在包装内,其中氧气的多少在一定程度上影响着未来益生菌的活性,因此需要利用HGA-03顶空气体分析仪或其他相关仪器,精确了解包装内部空气中的氧气含量,并持续的跟踪检测以掌握其含量随存储时间的变化,以此为据制定对策有效减少包装内残留的气体量。
(三)采用脱氧包装
除了对包装材料和包装整体阻氧性的控制外,还有许多有效的阻氧方式可以尝试,如脱氧包装。它是指在包装内使用能与氧气发生化学反应或能催化氧发生化学反应的脱氧剂,以除去益生菌包装内的游离氧,降低包装内的氧浓度,抑制微生物的繁殖。该方法属于化学方法,能将包装内的氧浓度降到千分之一以下,使包装内基本达到无氧的状态。并且能不断吸收通过包装材料渗透进入包装袋内部的氧气,使加入脱氧剂的包装袋内的脱氧效果持续有效,直至脱氧剂达到最大的吸氧量。脱氧剂不会与益生菌接触也不会影响其活性,并且操作方便,不需要增添额外的设备。当然,为了保证除氧效果,虽然脱氧剂能持续吸收包装内的氧气,此类包装也需要使用高阻隔的包装材料,以免脱氧剂因过早饱和而失效。
三、结语
如今,益生菌制品在世界范围内方兴未艾,由于其独特的生理特性,提高益生菌的活性是充分发挥其效用的关键。氧是直接威胁益生菌的重要因素,从包装技术角度来说,选择阻氧性高的包装材料、采用合理的包装形式,如脱氧包装,并加强对包装整体阻隔性、密封性和内部氧气含量的控制,均有助于保持益生菌的存活力,延长其活菌的保存期。



